.jpg.aspx?width=1020&height=886&ext=.jpg&maxsidesize=960&resizemode=force)

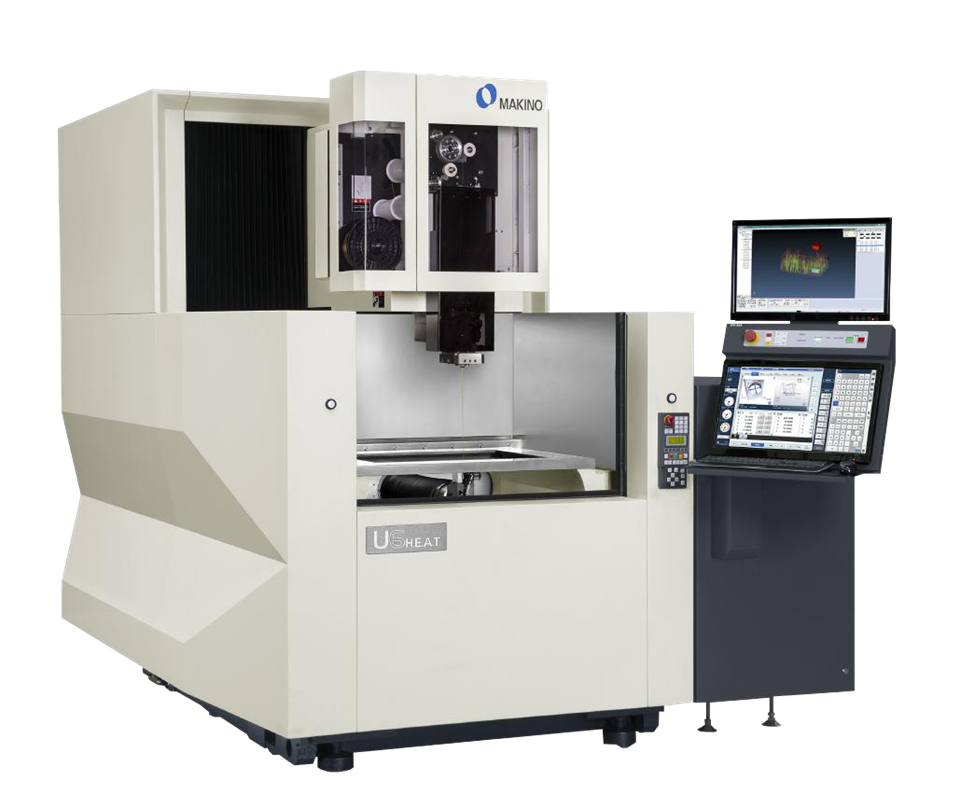
The architecture of the D500 is a 'closed loop' design that increases the overall stiffness and rigidity of the machine structure. This means that all the force-impacted points of the machine are close to its support structure. The oversized linear guides, preload on the ball screw and symmetrical design of the system absorb and distribute the forces around the machine structure.
The rigidity of the complete assembly allows you to:
.jpg.aspx?width=1329&height=886&ext=.jpg&maxsidesize=960&resizemode=force)



In today's production, automation is no longer an option. It's a must. And D500 has always been the perfect machine for this. The first thing we need to understand is that to automate, we need to have a high repeatability on the machine, otherwise the produced parts will vary in quality. The second thing is that the machine has to be equipped for it.
The D500 can be equipped with:
The second thing is to understand the production type. There are automations for all kind of situations from a low-mix high-volume type to a high-mix low volume production. The good news are that our sales consultants can help you decide which automation better fits your production.
What automation can we install?
| Axes | |
|---|---|
| A axis | 150° (+30 to -120) |
| C axis | 360° |
| Spindle | |
| Spindle RPM | 14K, (20K, 30K opt) |
| Feedrate | |
| Rapid traverse | 48,000 mm/min (X) 50,000 m/min (Y & Z) |
| Cutting feedrate | 32,000 mm/min (X) 40,000 m/min (Y & Z) |
| Table | |
| Maximum workpiece | 650 mm x 500 mm height (conditional) |
| Maximum payload | Table: 350 kg. , Pallet: 300 kg. |
| Automatic tool changer | |
| ATC capacity | 60 (80, 113,155,197,239,281,323 opt) |
| Tool to tool | 4.2 sec |
| Maximum tool diameter | 140 mm (conditional) |
| Maximum tool weight | 8 kg |









_low.png.aspx?width=634&height=650&ext=.png&maxsidesize=960&resizemode=force)